|
|
Hi (I did try searching online),My welder is an AC transformer type. I don't have a manual and it's not a rebranded Thunderbolt 225. It has two outputs, high and low. I guessed that meant high and low voltage. I tested this with a multimeter and found that to be correct. The low side is ~30v with no load. The high side is ~50v with no load.So, when should I choose high voltage and when should I choose low voltage?Thanks!
Reply:Hmm. What you are adjusting with "settings" with any electrical arc welding (the basic settings) is the amount of heat that goes in to the weld. Ultimately this is wattage (the combination of volts AND amps - ohms law). An 80v open circuit voltage machine at 100 amps, in theory, will have twice the heat in the weld as a 40v open circuit voltage machine - that is, if the voltage under load sags and the same 2:1 ratio is there under load. That being said - Usually machines that have "high" and "low" ranges (where you either flip a large switch or physically move leads, usually the latter, between two different ports) are set up that way because they cover a wide range of "weld heat" possibilities. That is usually spelled out as "amperage" on the settings. If you have a switch like a Lincoln AC225, for example, there may be 2 sets of numbers corresponding to the high vs low ranges. Or, if you have something like a Miller Thunderbolt with the infinitely adjustable amperage and the slide indicator has 2 sets of numbers corresponding to a high vs low range - that is usually spelled out as "amperage". However, the old stick machines were not scientific. What may be "100 amps" on one machine will run a 1/8" 6011 entirely different than another machine on "100 amps". What you need to dial in is what works for YOU on YOUR machine. The number of where you set the machine does not matter - what does is the welding performance at said number and that you can get back to that number. The rods don't care. Your end results do - and if you run 125 amps on your machine and your buddy's inverter stick machine does about the same at 95 amps - who gives a hoot? The ruling indicator is the weld results. If the 95 amps does it - you don't want to run 125 amps on it just because your machine runs at 125 amps. You'll put too much heat in to the weld! As to the specific question on "voltage" - The higher the OCV the better the machine will run cellulosic rods like 6010. However, your machine is not DC - so you can not run 6010 (it is DC+ only). The higher the OCV the easier it is to hold an arc, with any rod, but when you get to cellulosic rods it is a big deal. For rods like 6011 and 7018 you can run them fine at 35v or so. There are guys that run "back woods welders" with 2 series car batteries. That is ~24v. Long story short - the more important metric is how much weld heat you have at what settings. Try the machine out and figure out YOUR settings. Then keep track of them so you can return to them. What YOUR settings are compared to others doesn't matter much - just the results of your welding do.
Reply:Interesting.... I expected the high low to give the alternate settings like a Forney (low for 80 amps, med for 85, high for 90) but you actually have settings the same on both sides for some heat ranges. Notice that to get 30, 50 or 75 amp settings you have to select low, whereas the 100 to 150 settings are available on either side. I've never used one like that, but unless you are playing with some really thin metal I would just leave it on high since most of my stick welding is more than 1/8" thick. If the chart is still on the bottom of your welder you might want to spend some time studying it. ATTACH=CONFIG]1738177[/ATTACH]

Attached Images

The harder you fall, the higher you bounce...250 amp Miller DialArc AC/DC StickF-225 amp Forney AC Stick230 amp Sears AC StickLincoln 180C MIGVictor Medalist 350 O/ACut 50 PlasmaLes
Reply:There is in some case to use a low or high setting for some types of rod. My Hobart was a dial type and did not have high low so I do not know witch rods works best on high or low. You need to find a welder about 30 years older than me.Dave

Originally Posted by HotEnd

Hi (I did try searching online),My welder is an AC transformer type. I don't have a manual and it's not a rebranded Thunderbolt 225. It has two outputs, high and low. I guessed that meant high and low voltage. I tested this with a multimeter and found that to be correct. The low side is ~30v with no load. The high side is ~50v with no load.So, when should I choose high voltage and when should I choose low voltage?Thanks!
Reply:Miller Thunderbolt as an example gives you two amperage ranges. I don't believe two voltage ranges.I've never had much luck welding vertical with AC. Maybe with better technique.Field Res does a series of videos showing the use of voltage choices. We weld with WATTS. WATTS are the product of amps X volts. High volts, low amps can produce the same heat as low volts, high amps. He explains that vertical weave welds, low volts, high amps penetrates deeper, leaving the molten weld puddle surrounded by frozen steel. You can weld hotter, leaving more deposit with less problem with sag if you reach required watts with low volts.Conversely, flat weld is less likely to burn through & leaves a flatter bead with high volts & low amps.An optimist is usually wrong, and when the unexpected happens is unprepared. A pessimist is usually right, when wrong, is delighted, and well prepared.
Reply:
Originally Posted by HotEnd
Hi (I did try searching online),My welder is an AC transformer type. I don't have a manual and it's not a rebranded Thunderbolt 225. It has two outputs, high and low. I guessed that meant high and low voltage. I tested this with a multimeter and found that to be correct. The low side is ~30v with no load. The high side is ~50v with no load.So, when should I choose high voltage and when should I choose low voltage?Thanks!
Reply:
Originally Posted by HotEnd
when should I choose low voltage?Thanks!
Reply:On my old CRAFTSMAN machine the high range is 0 to 230 amps, low range stops at about 130 amps IIRC, the owners/operators manual stated that low range would give a more stable arc, and I found that to be true.NRA LIFE MEMBERUNITWELD 175 AMP 3 IN1 DCMIDSTATES 300 AMP AC MACHINELET'S GO BRANDON!"Those who would give up essential Liberty, to purchase a little temporary Safety, deserve neither Liberty nor Safety. BENJAMIN FRANKLIN
Reply:On that welder high amps receptacle has a lower open circuit voltage than the Low receptacle. The low receptacle will only weld 7018AC rod, you won't be able to get an arc started with 7018 DC rod. 6011 doesn't care. Can't explain it. but all these welders of this type miller , airco are all the same.
Reply:Don't know the vintage of your welder, but here is from the 1987 version of the Miller Thunderbolt 225. This is what you get on low/hi ranges.

Here's what it looks like inside, schematically:

Last edited by Oldendum; 04-05-2022 at 07:33 PM."USMCPOP" First-born son: KIA Iraq 1/26/05Syncrowave 250 w/ Coolmate 3Dialarc 250, Idealarc 250SP-175 +Firepower TIG 160S (gave the TA 161 STL to the son)Lincwelder AC180C (1952)Victor & Smith O/A torchesMiller spot welder
Reply:Oldendum has it right. A lot of welders like this have two ranges because of different transformer taps. I would always use low range (which should have the higher open circuit voltage, up to a point) whenever possible. Are you sure the measurements on yours aren't backwards?Miller Multimatic 255
Reply:Judging from the Volt-Amp curves Oldendum posted, I would use the High range (the "B" curve that's closer to horizontal) for 6011 (to give more dig) and the Low range (the "A" curve closer to vertical) for 7018, because the "A" V-A curve should be more forgiving of changes in arc length. If you look at the two curves, you can see that as you change arc length (and thus arc voltage -- the vertical scale), the "A" (low range) curve changes the amperage less than the "B" curve. What that should mean when you use the welder is that on the "B" (high range) curve, as you decrease the arc length (and arc voltage), the amperage will increase more than it would on the "A" curve, giving you more dig. By the same token, changing the arc length when using the "A" tap will change the amperage less than when on the 'B" tap, meaning your amperage should stay more constant with changes in arc length, giving less dig (and less chance of blow-through) than when on the "B" tap.The OCV on the "B" or "High Range" curve should be lower than on the "A" curve (looks like it should be about 55V on B versus 75V on A), meaning it'll be more prone to sticking on startup, but that's just the way the mop flops...my engine drive welder behaves the same way.This might help:
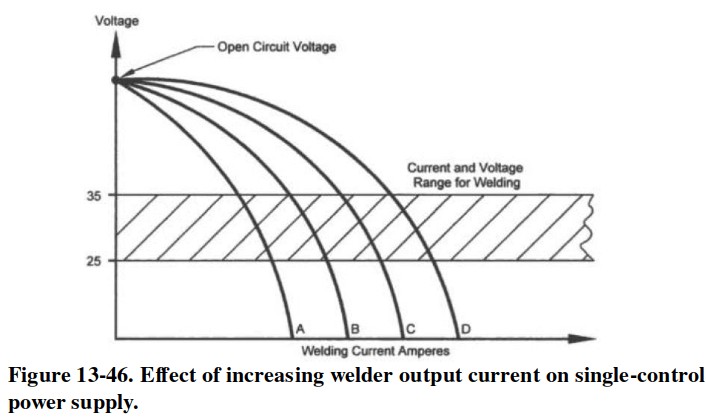
As you can see, decreasing the arc-voltage from 35V to 25V (by shortening arc length) increases the amperage by a far larger percentage on curve "D" than it does on curve "A" because the curve is closer to horizontal on "D" than on "A" (or mathematically, you would say the curve has "less slope" on "D" than on "A")... same deal with the V-A curves Oldencum posted...Last edited by Kelvin; 04-06-2022 at 12:42 PM.
Reply:I think I got to read this again. Ha. I always thought it was just me didnt get a grip sometimes. On to other items. I've never had much luck welding vertical with AC. Maybe with better technique.
Reply:Hey Bud, that Tbolt is pretty. To the OP. That machine is nice in its own way, its better than no welder, I have used them a lot when its what I /we had and in fact often got some work due to the proficiency with one but,,, given modern economics and vast improvement of DC its obsolete. That doesnt mean it cant be used and if you do, get some AC 7018 and you can thank me later. For Home hobby its one of the 3/32 electrodes that work well, everything else I like in 1/8 if I run out of the other. Get it hot enuf and go slow enough and its hard to miss. Do yourself another favor, put wheels on it and use as a cart for a Tbolt like or a dvi if I was gonna buy new,,, and on top of that if I was really serious that 180 Esab a couple guys here like. Could ditch all that 11 stuff. I am kind of old school in what I use, I already own it but the start features would interest me if I had to get a new machine. The weld above looks like it was on a dirty plate, makes it all the harder to get wet along the edges and throws off the weave timing. Might be better in a light pass also, kind of looks like big ole fatty 1 pass job.Last edited by Sberry; 04-06-2022 at 12:21 PM.www.urkafarms.com
Reply:If I was welding regular would snap up some pics with variations of this, sometimes a little rod makes for nice finish and sometimes bigger rod faster can be better uphill to get bit bigger bead.www.urkafarms.com
Reply:I just remembered why you would use high or low. Using low hydrogen on small welds use the low side in gives a little higher OCV and the rod will star easier. That is from the 1960's and machine I used was a dial type and had high OCV . Dave
Originally Posted by Sberry
If I was welding regular would snap up some pics with variations of this, sometimes a little rod makes for nice finish and sometimes bigger rod faster can be better uphill to get bit bigger bead.
Reply:Judging from the Volt-Amp curves Oldendum posted, I would use the High range (the "B" curve that's closer to horizontal) for 6011 (to give more dig) and the Low range (the "A" curve closer to vertical) for 7018, because the "A" V-A curve should be more forgiving of changes in arc length.
Reply:
Originally Posted by Sberry
Sure you dont got the rods confused? Another thing in regards to 11,,,, just cause a guy CAN make it dig more doesnt mean he wants it to.
Reply:Arc length varies a lot on 11. I dont use it due to dig so much as fast freeze. There seems to be a lot of impression every 10 or 11 gets covered, yes, some do but in gewneral work most;ly making a weld regardless of the rod, single pass stuff if it can be done.Last edited by Sberry; 04-06-2022 at 01:17 PM.www.urkafarms.com
Reply:Could melt a hole inm this with 18 too but it cools too slow to stack it up.
Attached Images


www.urkafarms.com
Reply:I read the stuff back and forth and u guys lost me again. Those are both 1/4 plate I believe. number 1 is no bevel butt and 2 is a T. The cooling stroke where its being stacked is not really 90 degree, closer to 45. This pic is the back of the vert above and 2nd is a bit more organized with it turned down a pinch, the others mainly to show how hot, how to melt, how to get it to hang in there. Pic 1 in both posts the same joint, note how got too much out the back and not quite flush on the front. I guess what I was getting at is not much variation with arc length to 18 but lots to 10 and 11,,, why some inverters wont run them. You can change current a little but really use the length to get out of the way while the last spot cools. If some of those are off to one side I had my hands full giving instruction.
Attached Images




Last edited by Sberry; 04-06-2022 at 02:14 PM.www.urkafarms.com
Reply:
Originally Posted by Sberry
I guess what I was getting at is not much variation with arc length to 18 but lots to 10 and 11,,, why some inverters wont run them. You can change current a little but really use the length to get out of the way while the last spot cools. If some of those are off to one side I had my hands full giving instruction.
Reply:It depends on the type of welder witch way to go. The buzz box's in use in 1950's and 1960's had a low and high plug. The low side is higher voltage ⚡. That made low hydrogen rod start easier. Dave
Originally Posted by Kelvin
Well, remember that the other side of the coin is also true.A tap that increases the current more when arc voltage (and arc length) decreases (giving you more dig) is ALSO going to DROP the current by a greater percentage when arc voltage increases (when you long arc to let the puddle cool).Just look at the V-A curves. It's self-explanatory.
Reply:As mentioned in the other thread , here's the manual the thunderbolt 225AC :


These were the only things I could find online for the Airco. :


Airco 250 ac/dc Heliwelder Square waveMiller Synchrowave 180 sdMiller Econo Twin HFLincoln 210 MPDayton 225 ac/dcVictor torchesSnap-On YA-212Lotos Cut60DPrimeweld 225 ac/dcPrimeweld mig180Miller AEAD-200
Reply:
Originally Posted by Willie B
Miller Thunderbolt as an example gives you two amperage ranges. I don't believe two voltage ranges.I've never had much luck welding vertical with AC. Maybe with better technique.Field Res does a series of videos showing the use of voltage choices. We weld with WATTS. WATTS are the product of amps X volts. High volts, low amps can produce the same heat as low volts, high amps. He explains that vertical weave welds, low volts, high amps penetrates deeper, leaving the molten weld puddle surrounded by frozen steel. You can weld hotter, leaving more deposit with less problem with sag if you reach required watts with low volts.Conversely, flat weld is less likely to burn through & leaves a flatter bead with high volts & low amps.It does on some types of welders.The low range is higher voltage than high range. But other types on the high range is higher voltage. Dave
Originally Posted by Willie B
I doubt the two ranges truly supply two voltage ranges. Open circuit voltage is irrelevant except the moment of first striking an arc. OCV can influence the severity of electric shock a weldor might feel.Voltage during a weld is indeed important. Many OLD machines, engine drive & motor driven DC generators weld with unusually low voltage. This allows high amperage making vertical & overhead welds a pleasure.Those with more modern machines can experience this with very short arc length. Jody says: "Turn it high enough it won't stick."
Reply:
Originally Posted by Willie B
I doubt the two ranges truly supply two voltage ranges.
Reply:
Originally Posted by Willie B
Miller Thunderbolt as an example gives you two amperage ranges. I don't believe two voltage ranges.I've never had much luck welding vertical with AC. Maybe with better technique.Field Res does a series of videos showing the use of voltage choices. We weld with WATTS. WATTS are the product of amps X volts. High volts, low amps can produce the same heat as low volts, high amps. He explains that vertical weave welds, low volts, high amps penetrates deeper, leaving the molten weld puddle surrounded by frozen steel. You can weld hotter, leaving more deposit with less problem with sag if you reach required watts with low volts.Conversely, flat weld is less likely to burn through & leaves a flatter bead with high volts & low amps.
Reply:On some types of welders that true.But others types it high is higher voltage. Dave
Originally Posted by Jack Ryan
Why? There are two taps on the transformer secondary therefore there must be two voltage settings.Well, yes but1. The different OC voltages give different options for usable electrodes.2. The loaded voltage is also different but variable as it is a constant current supply - so not stated.True but the welder is unlikely to be injured with either voltage because they are usually quite low.As I noted in my earlier post, in my view the taps are just a kludge to make some obstinate electrodes fire.Jack
Reply:Just look at the V-A curves. It's self-explanatory.
Reply:Just throwing this in to add to the confusion.

This is the best 50 cent book I ever bought, though it's falling apart. Lincoln Procedure Handbook ...


"USMCPOP" First-born son: KIA Iraq 1/26/05Syncrowave 250 w/ Coolmate 3Dialarc 250, Idealarc 250SP-175 +Firepower TIG 160S (gave the TA 161 STL to the son)Lincwelder AC180C (1952)Victor & Smith O/A torchesMiller spot welder
Reply:The curve looks like a resistor type.The voltage is higher for high amperage. Dave
Originally Posted by Oldendum
Just throwing this in to add to the confusion.
This is the best 50 cent book I ever bought, though it's falling apart. Lincoln Procedure Handbook ...
Reply:
Originally Posted by Willie B
Miller Thunderbolt as an example gives you two amperage ranges. I don't believe two voltage ranges.
Reply:
Originally Posted by HotEnd
Hi (I did try searching online),My welder is an AC transformer type. I don't have a manual and it's not a rebranded Thunderbolt 225. It has two outputs, high and low. I guessed that meant high and low voltage. I tested this with a multimeter and found that to be correct. The low side is ~30v with no load. The high side is ~50v with no load.So, when should I choose high voltage and when should I choose low voltage?Thanks!
Reply:Oops -- misunderstood Oldendum's post and replied erroneously -- sorry Bob! (Where's that delete button?)I wonder whether some AC-only welders have especially low OCV to reduce the risk of getting zapped? I've heard AC is more dangerous than DC due to the risk of heart fibrillation...Last edited by Kelvin; 04-06-2022 at 10:34 PM.
Reply:I believe they do. The Maxstar has low ocv safety feature just for that. I realize its DC but they do. Very hi on AC certainly has the potential to be fatel especially in wet work, sitting on steel etc.www.urkafarms.com
Reply:
Originally Posted by smithdoor
The curve looks like a resistor type.The voltage is higher for high amperage. Dave
Reply:Offhand........I usually run my little Ranger at the next range up because I don't like the soft arc in the lower ranges. There's a pretty healthy overlap on the ranges, so you can run 1/8 7018 in the range that goes to 180amps. Likewise, I'll run 3/32 7018 in the 130amp range. Did that since the machine was new. Maybe just a Sam thing
Reply:
Originally Posted by Louie1961
Oldendum has it right. A lot of welders like this have two ranges because of different transformer taps. I would always use low range (which should have the higher open circuit voltage, up to a point) whenever possible. Are you sure the measurements on yours aren't backwards? |
|



 发表于 2022-5-19 11:02:47
发表于 2022-5-19 11:02:47