|
|
ok, I'm doing a bit of fabrication work and cutting on 1 1/4" schedule 10 stainless steel pipe & 90 deg. weld el's for a set of headers I'm building. at first I was doing this whole job with an abrasive chop saw & then grinding the edges to a finished edge. this was a long & tedious process not to mention a bit dangerous as trying to get precise cuts at angles on little 1 1/4" weld els with a chop saw is far from ideal. many jamb ups, blades breaking, hunks of SS flying through the shop, in the end I decided that I just had to find a better waywell I decided to look into what might be a better way to do this, my choices boiled down to either a carbide dry saw, a band saw or a cold saw. after considering each methods benefits & drawbacks I decided that a cold saw would be my best option for the best overall cut.well I ordered a baileigh 9" cold saw because I wasn't looking to spend close to 2k or more for a really good saw for just this project & it seemed to be the most economical way of getting into a cold saw. I received the cold saw & set it up & from day one the fluid pump just did not work at all.what baileigh uses as a fluid pump is a mechanical pump driven right off the rear of the motor shaft, the pump they use is actually a fiat fuel pump, & the problem with it was internal corrosion. this pump is a diaphragm pump & uses a tiny internal check valve, when I opened it up the tiny check valve just pretty much disinigrated in my hand,baileigh's answer to me about this was that they are having this problem occur as the saws are shipped over by boat from china & the time at sea was causing this corrosion. they did not even have another good pump to send me as it seems this problem is affecting all of there pumps... so I decided to just make due & try to rig up my own fluid pump.at first I did this with a smaller 12v fluid pump, I used a pump that was designed for a liquid PC cooing setup.. it did kind of work in the beginning but after a while it just died, another part of my problem is filtering the chips, I didn't want the chips to flow through the pump as I can't see that being good in any way, but the small fuel filter I used at first would fill up & clog with just one cut.anyway, I finally winded up buying a much larger pump from a marina, it uses a flexible impeller so even if some particles did happen to make there way to the pump it would not really affect it.I also winded up using a home water filter setup as a filtration device & as the actual fluid tank instead of the chip try that baileigh uses in the base of the saw...here are a few pictures of this setup & so far it has been working well for me, but I was wondering if anyone else happens to have a cold saw, how does your cold saw handle the fluid pumping & chip filtering? I've googled & searched around but haven't found much info about this & figured some here may have some experience with stuff like this, I'm curious as to how other manufacturers handle this & how reliable it has been. here is a picture of the jig I made to hold these weld el's at any angle I set it to for my angle cuts:








Reply:here is the fluid system that I devised at first, did the job for a little while at least:

& here is the way I redid it. this picture shows the original coolant "tank" which is just a drip tray at the base of the saw. I made a new catch to replace this & it feeds my new filtered reservoir



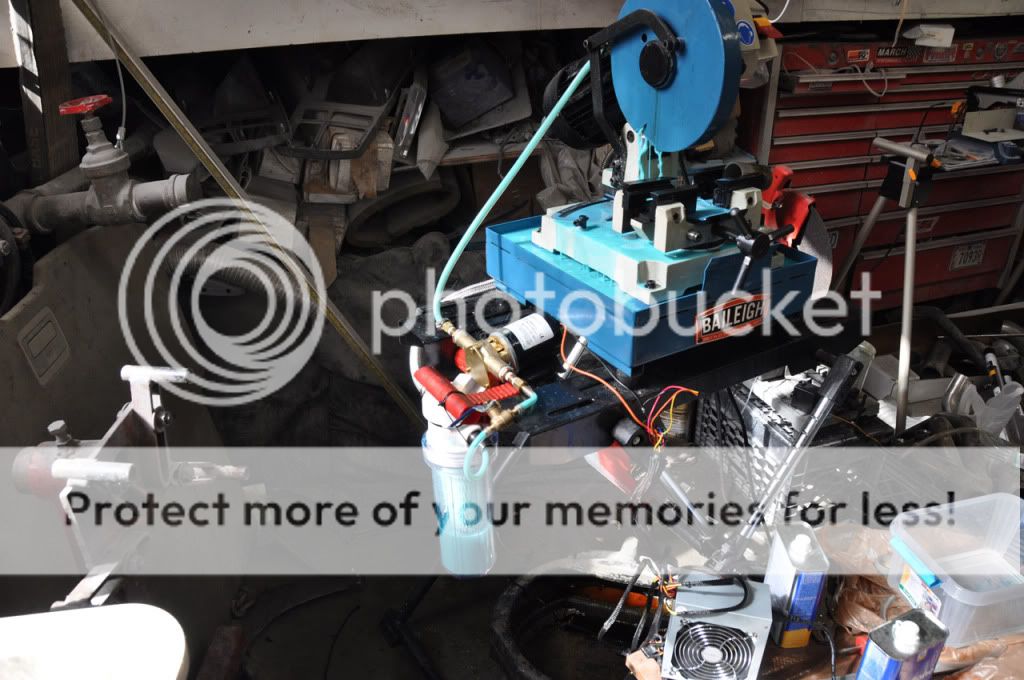
here it is assembled to the saw


& here it is running. I'm using a valve in line to regulate the flow so it doesn't empty the reservoir to quickly, otherwise it tends to aerate the fluid & make it foamy. adjust it to just enough to keep the fluid level above the pickup level when running & it works great
Reply:I applaud your ingenuity. Does it make an insane mess? I guess I imagine a wet blade to really throw things around at any speed fast enough to cut.I know it's a little late now that you've gone through all this work and such, but I can imagine you enjoying the use of a 3-5 axis CNC plasma table. Some people have a spinning table, sort of like a lathe that is controlled by the CNC to cut round or oddly shaped parts. I am working my way towards making my own CNC plasma table. I imagine you could make a fine DIY setup for between 2000 and 5000, with the plasma cutter.I guess the big plus to the idea I suggest is the number of uses a tool like this would have and the accuracy and repeatability you could attain through it.I spent some time behind a few circular saws cutting up aluminum, I can't put into words how much that sucks. If the things I see in these pictures are all yours, I am betting you could put down 10,000 on a cnc table and not worry about your bank too much. I am aiming to keep my entire cnc setup under 2000, include the plasma cutter. It's been done for far less and the results they got weren't horrible. If you are a professional though, I'd suggest ditching a lot of those analog tools and making yourself a great cnc table. Seeing as how you are capable of doing that DIY setup, you could work your way into a DIY cnc table without a lot of trouble.Miller 330 a/bp water cooledI believe in gun control, I hold my gun with two hands. If you want to know why, click here.Buy American or bye America.
Reply:it's really not so messy, the blade only turns at 50 RPM, so it doesn't sling fluid all over the place, the amount of fluid that finds it's way outside of the saw is very small. & yeah, I do agree that it is hard to put into words just how much certain things just suck trying to do with an abrasive chop saw...I do have a plasma cutter but don't have so much need for a CNC table for it really, although yeah it would be pretty cool I guess. this stuff is more just used for my own hobby type personal stuff rather than for business... one reason I choose the cold saw over a band saw was space, which I do not have a lot extra of. I wouldn't even have the space for a cnc table even if I had one, at least this saw can be tucked away in a corner easily when not being used. I almost bought a huge old band saw but space was the problem there...
Reply:Baleigh sure does a good job of advertising.But their stuff is usually the same chinese stuff as Grizzly or Jet or other importers sell.Real cold saws use a pump driven by the motor- but they actually work.I have a German made Haberle- I bought it used in 1992- so its a minimum of 20 years old, probably older.Same pump as was put on it when it was new still works just fine, never clogs with chips, and pumps as much coolant as you want. The pickup for my pump has a fine wire mesh screen on it, and that seems to work well. That leads me to believe its not the design of a mechanical pump- the design is fine.Its the quality of construction.You saved money, when buying Chinese, but, as is often the case, you had to rebuild the tool a bit.I also have a 4' x 8' plasma cutting machine in my shop- and it is ten times more messy than the cold saw. Not only does it splash from the water table, but it puts out brown smoke that leaves brown dust on everything, and that is with two different smoke removal systems running.Plasma invented messy.A cold saw splashes a bit of coolant, sure, but nothing like plasma.Last edited by Ries; 10-13-2010 at 02:27 PM.
Reply:yeah, I really don't like to buy cheap tools or cheap anything, I'm usually the exact opposite & usually go for the best, but here I needed something for just one specific use, just to chop some SS for a set of headers I'm building for my personal car & as it was it was kind of crazy for me to even spend over $800 for just these few cuts that I need to do in the first place, so in this case I had not much choice. out of all the options I came up with to do the cuts I needed to do in these stainless steel weld el's, the baileigh cold saw was really my most expensive option, as a cold saw was a bit overkill to begin with for just this, but I figured it was the best way for me to get the best cuts for my project, even though it's cheap crap as far as cold saws go it was still way overkill for my intended use.if I did have a need for a cold saw past this one project then yeah, I would have went for a nice dake or something good, believe me I even considered it, but I couldn't see spending well over 2k for just a few cuts, as it was it was kind of nuts for me to spend a grand at this point just for this tbh.... not only that, but honestly I did not even know it was made in china until I received it, I was originally under the impression they were made in the UK for some reason... also, now that you do mention it, if anyone does need a cold saw for more commercial use then I'd say to avoid this one because it really isn't so good, it'll do the job for me but as far as long term use it's pretty weak, it overloads very easily & it's not that great. I've been in contact with a baileigh rep & I even asked him how the hell does anyone even use this thing the way you supply it??? his answer was that he started telling me about one of his customers that winded up using a pump from an aquarium, another that he had to send a pump from there larger model... etc, I would have been very disappointed if I had higher expectations of use from this thing. as it is I'm thinking I'll probably just sell it when I'm done with my project so it'll almost be like I just rented it to build my headers

miller 330a bp TIGmiller dynasty 200DX TIGmillermatic 185 MIGthermal dynamics cutmaster 101 plasma cuttersnap-on YA5550 plasma cutterhypertherm powermax 30 plasma cutterbaileigh CS225 cold sawetc....
Reply:hello,May I ask you what coolant are you using? thank youCarl
Reply:I agree with the quality cold saw opinion expressed above....I have a Haberle built the same year I was born (1985) I picked up for $280 at an auction about an hour drive away...no regrets about purchasing it, probably one of my better buysI can also attest that Ken Bergman & associates out of ?Chicago? has great service and has helped me get the saw back up and running well.I used to have a HF 7x12 bandsaw, when I got it without a coolant pump I "repurposed" a fuel pump out of a TBI GM truck that worked pretty well. I just don't think the aquarium pumps move enough pressure for small tubing, and as well definitely not during cold midwestern winters.
Reply:Thanks for this discussion, it maybe be old but helped me on my journey. I bought a used 2009 CS-225m with the manual pump which didnt work if course. I wanted to keep the mechanical pump but its not as common as I had hoped. Luckily I had a spare Perkins series 1000 fuel transfer pump for the forklift. I switched the lower end w/ rocker arm with the Baileigh pump, had to grind down the shaft key on the diaphragm slightly to make it fit. But the bolt pattern matched up perfectly and runs great. Easy hack for about $50, hope this save somebody a headache, good luck! |
|



 发表于 2022-6-26 15:51:40
发表于 2022-6-26 15:51:40